It has no moving parts, uses no electricity, and is often the only thing standing between abrasive fly ash and your ID fan.
The multicyclone (or multi-clone) mechanical dust collector is the workhorse of particulate control. While it rarely gets the attention of a baghouse or ESP, its role as a precleaner is critical for protecting downstream equipment and reducing spark/cinder carryover in biomass applications.
How it works
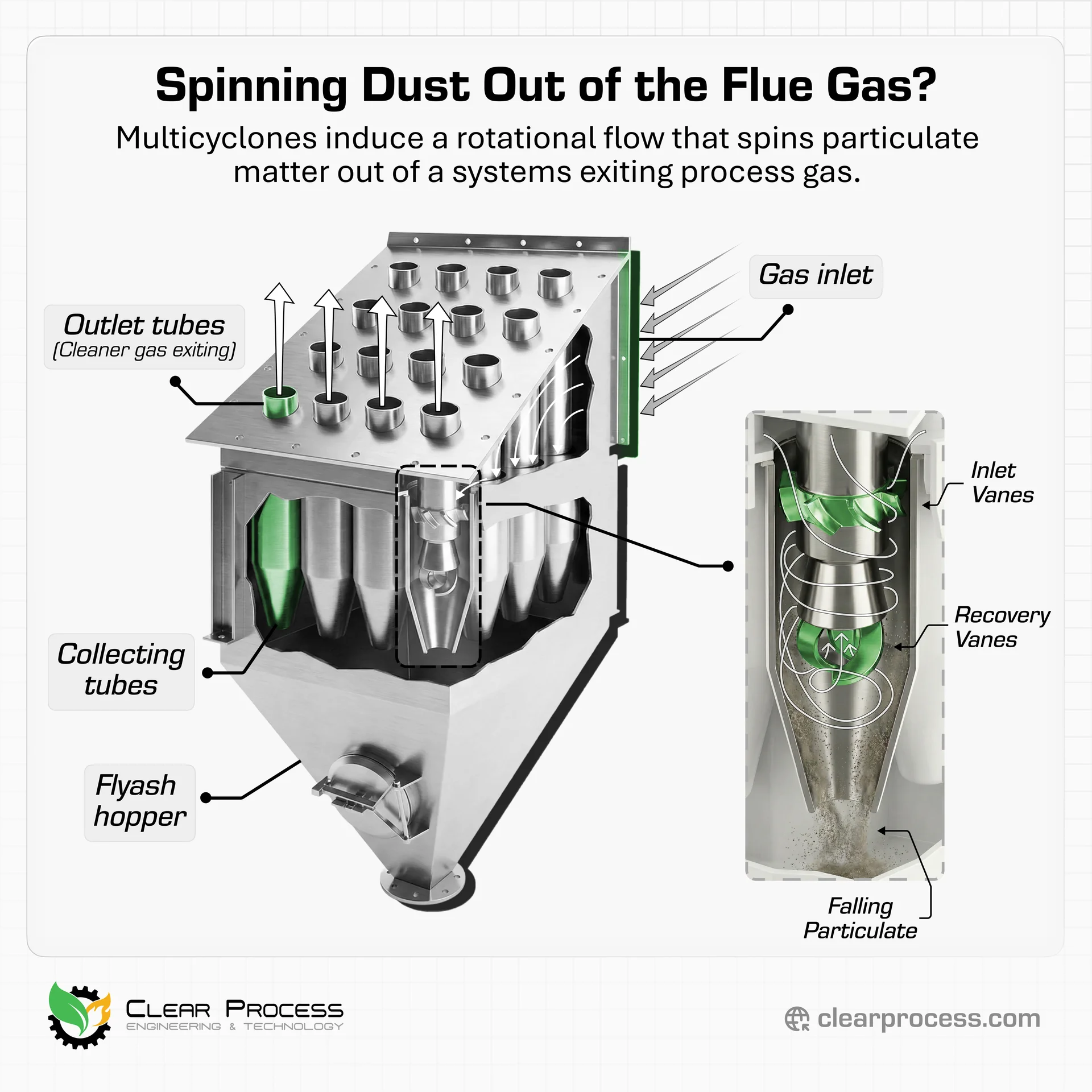
A multicyclone consists of a bank of parallel collecting tubes. It uses centrifugal force - not filters or electrostatic fields - to separate dust from the gas stream.
Common configurations are called out by the flue gas inlet and outlet paths - side inlet / side outlet, top inlet / side outlet, side inlet / top outlet.
The separation process
- Spin generation: Dirty gas enters the top of each collecting tube and passes through stationary inlet vanes (also called spinner vanes). These vanes impart a high-velocity cyclonic spin to the gas.
- Centrifugal force: As the gas spins downward, heavier dust particles are thrown outward against the tube wall. In small-diameter tubes, this centrifugal acceleration can reach several hundred times gravity.
- Separation: The dust slides down the tube walls and discharges into the hopper below.
- Vortex reversal: Near the bottom of the tube, the cleaned gas reverses direction and spirals upward through the center outlet tube to the exhaust plenum.
Common failure modes
Erosion - The very force that separates the dust also wears down the metal. Holes in the collecting tubes or outlet tubes create bypass paths, allowing coarse ash to skip the collector entirely and sandblast your ID fan blades.
Plugging - If the gas temperature drops below the acid dew point, ash combines with condensed moisture to form sticky deposits. Flat spots in upstream ductwork or issues with upstream fly ash hoppers can also send slugs of fly ash hitting the collector at once. Plugged spinner vanes block flow, forcing higher velocities (and accelerated erosion) through the remaining open tubes.
Boot failure - Many collector tube designs have a boot on the bottom of each collector can. These boots can fall off or erode, leading to significant fly ash re-entrainment into the flue gas.
Seal failure - The seal between the collector can and the tube sheet is often made with fiberglass or ceramic fiber packing rope. When this packing fails, it leads to flue gas bypass and loss in removal efficiency.
Hopper re-entrainment - Air in-leakage through a worn or stuck airlock creates upward flow, pulling separated dust right back into the outlet tubes.
Performance expectations
A healthy multicyclone typically removes 80-90% of the total dust load when particle size distribution favors coarser material - common in stoker-fired and many biomass boilers. For particles above 50 microns, collection efficiency approaches 99%. When the precleaner fails, the first signs are often changes in pressure drop across the unit or increased outlet opacity. Left unchecked, you'll eventually see accelerated wear on your downstream ESP or baghouse - and vibration issues on your ID fan.
Maintenance tips
During outages, don't just look for holes. Check the inlet vanes for plugging, verify the hopper airlock is sealing properly, and confirm hopper level detectors are functioning. A full hopper or leaking airlock renders the entire bank useless. Trend your pressure drop - a gradual rise often signals developing problems before they become failures.